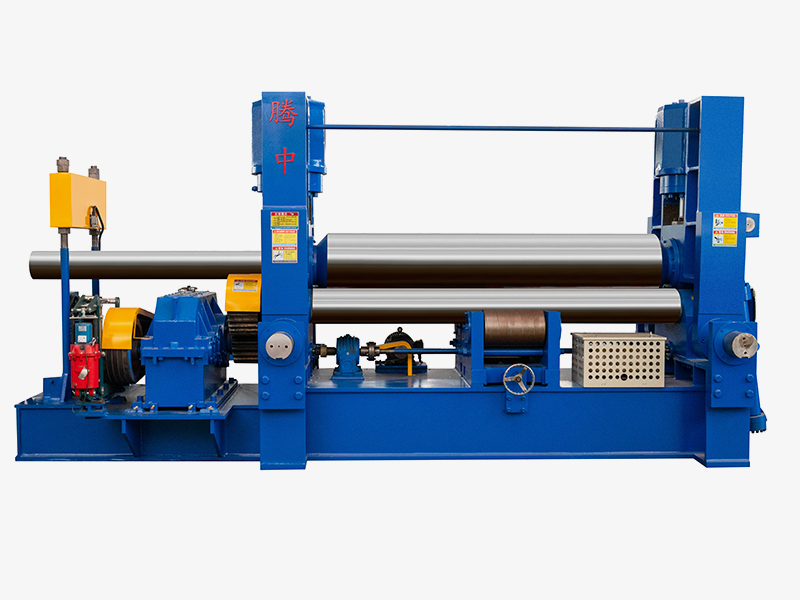
What are the typical applications of 3 roller hydraulic plate rolling machine in industries such as shipbuilding, aviation or steel structure?
3 roller hydraulic plate rolling machine is widely used across various industries due to their efficiency and precision in bending and rolling metal plates. Here are some typical applications in key industries like shipbuilding, aviation, and steel structures:
Shipbuilding
Hull Construction: The machine is used to roll large steel plates into cylindrical shapes for ship hulls, ensuring structural integrity and optimal hydrodynamics.
Decks and Bulkheads: Plates are bent for constructing decks and bulkheads, which require precise curvature to fit the ship's design.
Tank Construction: Rolling machines help create cylindrical tanks for storing fuel, water, and other liquids on ships.
Aviation
Aircraft Fuselages: The rolling machine is utilized to form the fuselage sections of aircraft, which require specific curvatures for aerodynamic performance.
Wing Structures: Curved components for wings, such as leading and trailing edges, can be produced using a 3 roller hydraulic plate rolling machine.
Aerospace Components: Other parts, such as engine housings and structural frames, benefit from the precision bending capabilities of the machine.
Steel Structure Construction
Structural Beams and Columns: The machine rolls plates to create curved beams and columns used in architectural designs and structures, enhancing aesthetic appeal and structural support.
Bridges and Overpasses: Plate rolling is essential in fabricating components for bridges, including arch sections and other curved structural elements.
Industrial Frameworks: It is used to create curved frames for various industrial applications, including machinery support and building frameworks.
Manufacturing and Fabrication
Storage Tanks: The machine is employed to roll plates for constructing large storage tanks used in various industries, such as oil and gas, chemicals, and water treatment.
Pressure Vessels: Rolling machines are essential in the fabrication of pressure vessels that require precise curvature to withstand high pressures.
Pipes and Tubing: It can be used to roll plates into large diameter pipes and tubes for plumbing, industrial, and agricultural applications.
Decorative and Architectural Applications
Architectural Features: The machine can create curved elements for buildings, such as arches, domes, and decorative facades.
Furniture Design: In the furniture industry, it is used to create rounded metal components for various furniture designs, enhancing aesthetic appeal.
Renewable Energy
Wind Turbine Components: The machine is used to roll plates for the manufacture of components such as towers and blades in wind turbines.
Solar Panel Frames: Rolling machines can also be employed to create curved frames for solar panels, contributing to the renewable energy sector.
The versatility and precision of 3 roller hydraulic plate rolling machine make them indispensable in industries that require accurate bending and shaping of metal plates. Their applications range from heavy-duty structural components in shipbuilding and aviation to aesthetic features in architecture and renewable energy, demonstrating their crucial role in modern manufacturing and construction.
 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
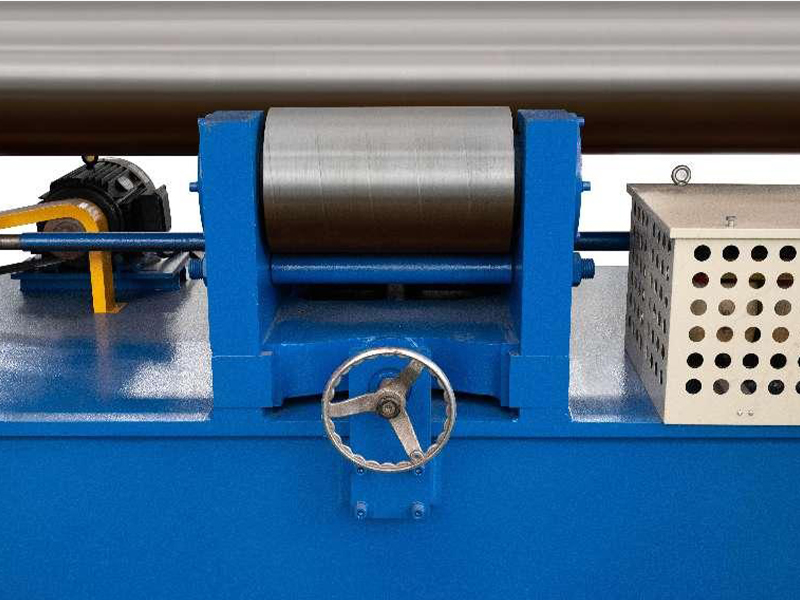
 1. This type of plate winding machine has the function of plate end pre-bending, and the remaining straight edge of pre-bending is less than 2.5 times the plate thickness.
1. This type of plate winding machine has the function of plate end pre-bending, and the remaining straight edge of pre-bending is less than 2.5 times the plate thickness.